隨著微機電系統技術的進步,加工技術不斷地創新及微小化,但昂貴的設備費用及複雜的製程,一直是一道很高的門檻。軟微影是一種由微機電系統延伸而來的奈米複製技術,原理為利用軟模翻製的方式,複製出一個軟式圖形印章,由該印章再印出所需的圖案,整個過程簡單快速,又不需要昂貴的設備,具有相當的便利性。
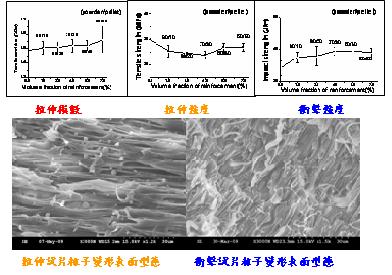
本研究為結合滾輪與軟模的方式,開發出一個具有多次轉印功能及刮刀系統的滾輪式軟模轉印機台,並利用紫外光固化的原理,以光固化樹脂轉印出微結構,將得到的結構加以量測、紀錄,並研究各種參數對微結構的影響,改良轉印製程。在研究過程中我們發現,黏度高的光固化樹脂有較好的成型性,但也容易產生氣泡等缺陷,黏度低的則剛好相反;另外利用凸模轉印的方式,將材料填入已經形成的模穴結構中,能夠提供一種全新的填料製程,將其應用於光學元件的製造。


























 熱壓成型機
熱壓成型機 旋轉成形機&示意圖
旋轉成形機&示意圖